
磨粒流体动力研磨系统加工的基本原理和技术
磨粒流体动力研磨加工由两家美国公司在二十世纪六十年代独立开发而成。起初,主要是运用在航天领域加工有着复杂几何图形合金含量较高的部件。这种方法可以替代以前各种费时的人工修边和抛光操作,这些操作通常会导致无法再生产的工作效果。现在,这种磨粒流体动力研磨加工作为一种加工方法运用在许多领域中去加工有着复杂几何图形的金属部件。这种方法适用于在内外部有着高质量表面的产品,适用于专门修边也适用于能再生产的专门去毛刺程序。
加工工具是用一种半固态的聚合体做成的,这就是所谓的机座,在这个机座里面磨粒粘在了一起。使用添加剂,这种介质就会显示出一种特定的属性,这种属性在各个作业中都有采用。这个过程中所用的研磨剂有氧化铝,金刚砂,炭化硼和金刚石。在加工物表面和边缘的往复运动被迫在这个介质上进行并且这个运动会导致物质移位。这种方法并没有在DIN8580 和DIN8595中注册。在磨粒流体动力研磨加工中,由于机械装置导致物质移位元的事实还没完全调查清楚,所有这种方法只能归类为利用几何学上不定的刀削刃的移动制造程序。
在加工前,工作介质放置在磨粒流体动力研磨机器下面的气缸中(图解 1a)。工件放在一个特殊装置中,液压后挤在两个活塞的空隙中。在加工过程中,下面的活塞首先以一个固定的压力从下面的静点往上面的静点移动(图解1b)。这样就没有压力施在上面的活塞上。介质就在即将加工的物体表面和边缘流动。然后,工作压力就施在上面的活塞上,介质就在工件的表面从上面的气缸流向下面的气缸(图解1c)。介质从下面的气缸到下面的气缸然后再返回,整个往返运动过程就是一个循环。
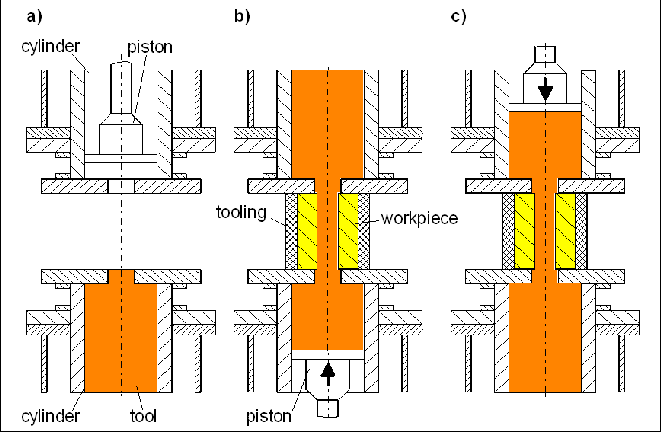
图解1:磨粒流体动力研磨加工过程
对于磨粒流体动力研磨加工,表面结构的发生装置和流动条件到现在还没有完全定义好。在IWF执行的项目范围内,工件,设置参数,磨削介质成分的初始状态与流体的磨损状态和可得到的加工结果之间的基本联系还在初步调查当中。为了分析在这方法中发生的流动程序,必须研究运用流体的流变性。在这些研究结果的基础上,设计出一种流动模型,这种模型到以后可以和CFD(计算流体动力学)一起用来模仿流动程序。模仿的目的是为了优化工具,设置参数和介质成分。模型测试将用来检验流动模仿的结果。在拟定的技术研究当中,应当考虑过程参数,工件的初始状态,工具的规格和可得到的表面质量中介质的磨损状态,几何精确度,修边效果,下表面属性的影响。利用这些基本研究和技术研究结果,即将开发出一种技术指导模型。这种模型将适用于磨粒流体动力研磨加工的程序布置,不再需要昂贵又费时的预先试验了。

图解2:用磨粒流体动力研磨加工修过边的黄铜管口(左)和一个没有加工的工件
